Pharmaceutical HVAC Systems
Pharmaceutical HVAC Systems
MegaTec Company can
complete all
project HVAC phases
from initial programming, conceptual design
through execution, validation and facility commissioning.
We create concepts and deliver solutions that enhance a client’s competitive advantage.
In design and execution aspect, MegaTec has multi-discipline engineers with background in mechanical, filtration, plumbing, fire protection, electrical/lighting,
instrumentation, controls, telecommunications and industrial process cooling systems.
Our team have successfully designed and executed many large projects.
We create concepts and deliver solutions that enhance a client’s competitive advantage.
In design and execution aspect, MegaTec has multi-discipline engineers with background in mechanical, filtration, plumbing, fire protection, electrical/lighting,
instrumentation, controls, telecommunications and industrial process cooling systems.
Our team have successfully designed and executed many large projects.
Our cleanroom expertise can be found in the following industries
Pharmaceutical – CGMP
drug manufacturing,
Healthcare – Operating room, isolation room and protective environment.
Semiconductor/Electronics – Computer chips & wafer, circuit boards & switch manufacturing.
Automotive – Fuel injector assembles, paint shop, electronics assemblies.
Research – R&D, DNA, Nano and
bio-hazard/clean labs.
Others – Film manufacturing, eye-care products & plastics molding
bulk chemical synthesis, tablet, injectable and oral packaging, barrier isolation/containment, automated processing and bio-pharmaceutical R&D facilities.
Healthcare – Operating room, isolation room and protective environment.
Semiconductor/Electronics – Computer chips & wafer, circuit boards & switch manufacturing.
Automotive – Fuel injector assembles, paint shop, electronics assemblies.
Research – R&D, DNA, Nano and
bio-hazard/clean labs.
Others – Film manufacturing, eye-care products & plastics molding
We also conduct studies and perform services in the following areas
Regulatory compliances.
Feasibility study.
Process emission study.
Processing environment indoor air quality study.
Central utility, chemical distribution and DI systems
ISO based performance and qualification(s) testing with precision, research-grade equipment and instruments which are calibrated and conform CFR 21 requirements
Commissioning and validation
CFD simulation to optimize cleanroom airflow patterns
Field-based air quantity modeling to prevent airflow over-supply and reduce fan energy waste
Strategies to reduce particle or
bio-microorganism across contamination and energy auditing
Cleanroom research projects funded by governmental, research institutions and private industries
Feasibility study.
Process emission study.
Processing environment indoor air quality study.
Central utility, chemical distribution and DI systems
ISO based performance and qualification(s) testing with precision, research-grade equipment and instruments which are calibrated and conform CFR 21 requirements
Commissioning and validation
CFD simulation to optimize cleanroom airflow patterns
Field-based air quantity modeling to prevent airflow over-supply and reduce fan energy waste
Strategies to reduce particle or
bio-microorganism across contamination and energy auditing
Cleanroom research projects funded by governmental, research institutions and private industries
Our Goal
With client’s mission in mind, we deliver innovative, cost-effective solutions that translate into a measurable competitive edge for our customers. Our project success can be measured by technical superiority, adaptability, constructability, reliability, maintainability, safety and energy efficiency.

MegaTec can help you to certify your Cleanroom
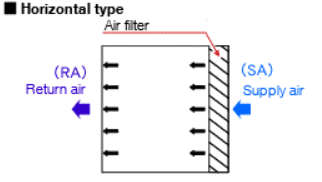
Unidirectional Flow Cleanroom Type
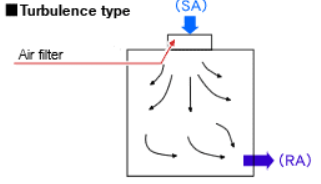
Nonunidirectional Flow Cleanroom Type
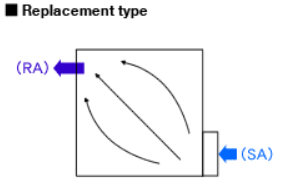
Nonunidirectional Flow Cleanroom Type
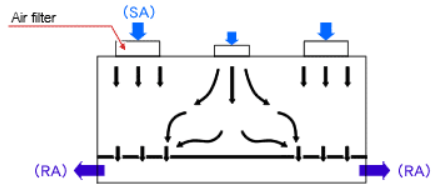
Combined (mixed) Flow Cleanroom Type
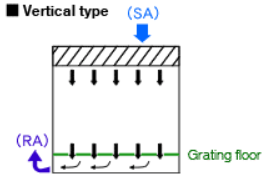
Vertical type